A public inquiry allows everyone with anything to say, a forum in which to say it. And there was certainly a lot of people with a lot to say about the plans for the Selby Coalfield. Some were in favour, some were against, and likely, many were undecided.
Some described the plans as the ‘rape of our countryside’, others thought ‘a coalmine will be a goldmine’. Anyway, no matter the side, the 2 April 1975 was when it all began in the Museum Hall on Park Lane, Selby, attracting a great deal of interest from the public. (Ezra, 1976, p114)
An office was rented, which was the N.C.B. public information centre on Finkle Street, Selby. Anyone who had any question about the project could raise issues or get answers to questions raised about the project.
There were representatives at the inquiry from the NCB, from North Yorkshire County Council, Selby District Council, Yorkshire Water Authority, British Railways, The National Farmers Union etc. etc. Each group had its own concerns, the water authority was worried about drainage and potential flooding for instance, and there was a massive concern generally about subsidence.
Mr Eric Orchard, a world expert on subsidence explained that in the past there had been little thought given to the potential damage caused by subsidence; houses had collapsed and fields had flooded. Today though was very different, coal miners were more informed and the whole process was much more scientific. Orchard went on the explain the methods that would be used to control the effects of subsidence and reassured the inquiry that there would be very little damage. Any repairs would be minimal and the NCB would pay for them.
Orchard’s reassurance went so far but didn’t 100% calm the worry around all the medieval churches and historic buildings. However, the NCB with its duty of care to these buildings, believed that the systems planned for mining the coal would protect the churches and similar important buildings.
But what about Selby Abbey? The risk was too great. An architect looked into the details of the Abbey’s foundations and found that any changes in the water table levels (something that could happen with mining) would threaten the structure of the Abbey. The NCB agreed to leave a pillar of coal underneath the Abbey as support but the size of the pillar was under question too. Selby Council was worried about the sewers which could crack if subsidence occurred, they were also concerned about industrial buildings and schools and hospitals so they wanted a larger supporting pillar, not just underneath the Abbey but under the whole town.
A larger support, the NCB argued would lose them nearly £100 million in lost coal. so it was left to the Government to make the final decision on the size of the Selby pillar.
Local people, especially farmers, had their own worries, flooding being a top concern. One farmer thought that the NCB could turn ‘an agricultural area into a duckpond’. The NCB didn’t deny that there could be adverse effects but agreed to put right any damage and to pay compensation to those effected. (Ezra, 1976, p121)
There were ordinary home owners too who were concerned about damage to their properties. The NCB agreed that in the event of damage they would decide whether to repair or compensate but said that severe cases were unlikely.
There were more issues raised; naturalists were concerned about delicate ecosystems; residents were concerned about heavy lorry traffic; there were unpopular changes planned to reroute the railway line, the winding towers were going to be taller than expected and be a blot on the landscape, there were anxieties about massive migration of workers to the mines and the labour force depletion from other areas. All agreed that mining ‘ghettoes’ were to be avoided. Two village councils even refused to have a mine named after the local village hence Whitemoor Mine and North Selby Mines.
The inquiry lasted for thirty eight working days. The Secretary of State gave his permission on 1 April 1976, a year after the opening of the inquiry, and even though not everyone was pleased about it, there was a feeling that Selby should see the best in it and make it a successful venture. One of his conditions was that pillars of coal must be left under central Selby.
Ezra, D. (1976) Coal: Technology for Britain’s future. London: Macmillan.
Plan showing the South West development from the South Intake roadway.
The South West Conveyor lateral roadway was started in November 1991 by mining contractor AMCO using a Dosco LH1300 roadheader.
When the Dosco LH1300 arrived at Riccall Mine it was painted a strange pale blue colour. I later became aware that machines in this colour were owned by the contractors AMCO.
Dosco LH1300 Roadheader.
The heading was driven on an uphill incline from the South Intake junction heading towards the junction with the South West Trunk being driven by Thyssens and was nicknamed Angina Hill. At the same time a cross slit and conveyor was developed from the South Intake towards the South Conveyor to transport coal from the faces planned in the South West area. When the connection was made with the South West Trunk this roadway became the supply road for the trunk roadway. A manriding conveyor was installed when the connection was made.
The first face to be developed was H430s which was driven 800m using LN800 continuous miners and started production in September 1992. The face equipment and A.F.C. were Dowty Meco equipment similar to H444s but with a new rail mounted pantechnicon, electrical equipment, transformers and pumps. The shearer was an Anderson Strathclyde AM500 DERDS. The face retreated from north to south and progressed well completing production in May 1993. The face equipment was salvaged and transferred to H432s face.
The South West faces ( H437s, H438s and H439s not shown)
As the South West heading progressed, junctions were made for four faces, H430s to H433s, to be worked to the north. A roadway was later developed in 1995, heading South from the lateral to develop H438s and H439s faces.
H432s, which had gates of 1200m, started production on 26 July 1993 and completed in Jan 1994 for the equipment to be transferred to H433s face which was 1000m. This face started production in March 1994 and completed in late September 1994. The equipment was transferred to 1000m, H431s, which started production in November 1994. All the faces in this block of coal were developed using Lee Norse LN800 continuous miners and created european drivage records during these developments.
Lee Norse LN800 continuous miner.
The faces were successful and helped Riccall to achieve record production figures during this period. All the faces were equipped with Dowty face equipment and Anderson Strathclyde AM 500 DERDS shearers with identical rail mounted electrical systems and were all supplied using Clayton BoBo locomotives. The last face on the north side of the South West, H431s, completed production in mid 1995. The next face H438s, was taken from the south side of the South West roadway. A slit was driven going south and a short face was developed with the headings driving West towards the South West Trunk. This face was installed using H431s equipment and started production in Sept 1995 and finished in Mar 1996
The slit gate from the South West roadway continued for 300m and a further face H439 was developed. The face development roadways went all the way to the South West Trunk. The face was installed in the slit gate from the South West roadway. This face used the equipment from H438s.
H439s had a huge slip fault, what we knew as a white wall, 70m from the main gate. This caused huge problems with the shearer and chocks due to the steep angle of the fault. The problems with bad ground around the fault stopped production for periods of time to enable grouting in the faulted area. Eventually the face conditions became too unsafe and the face was abandoned at the half way mark. Attempts were made to salvage the face supports but due to coal being left in the waste area at the back of the face from the faulted area an heating developed, known as a gob fire and the face had to be sealed off. Explosion proof seals were immediately instigated at the face gate ends off the South West Trunk roadway. When they were completed, nitrogen was pumped from the surface, via an existing pipe range, by a rig supplied by NOWSCO to control the heating but the face and all the equipment was lost.
In early 1990 the third phase of the development of Riccall Mine started. A roadway was driven from the first junction 500m from the pit bottom in the North Return. The roadway was driven at 45° to the junction and was the start of the east side of the mine. The cross slit was completed in Sept 1990 with three headings planned to be taken from this roadway, the East Conveyor, East Return and 2nd Return to the pit bottom. This roadway was the East Booster Fan Return.
Plan of East Development cross slit.
The start of the East Conveyor roadway was from the North Return driving East and was started in January 1990. The heading was completed to the east developments cross slit in May 1990 and the conveyor was installed for the lateral headings. The conveyor loaded onto a newly installed conveyor in the North Return which loaded into the Riccall bunker area.
Thyssens were given the contract to drive the east developments. The East Conveyor and East Return were driven at a 1 in 17 downhill incline using Dosco LH1300 roadheaders and were started in Oct 1990.
Dosco LH1300 Roadheader.
As the east lateral headings were developed, junctions were created at H500s and H501s. The cross slit was created for H501s main gate and the face headings for H501s face were started from the East Return. The face retreated from South to North. The Lee Norse LN800 machines were tracked on power from the west of the mine to be used for the H501s face headings.
Lee Norse LN800 Continuous Miner.
The East Side from H501 to H505s.
East Side from H499s to H503s.
In April 1991 when the heading team were starting the face roadway for H501s, the 2nd East Return was started. This Thyssen’s heading was driven using a Dosco LH1300 and headed south, back towards the No2 upcast shaft, parallel with the North Return. At the No2 shaft end a new inset was constructed 20m below the manriding level, which was completed in Dec 1991. A booster fan was installed to improve the air flow to the east headings and faces. It was completed before H501s face commenced production.
A little side note to this fan installation; After a couple of years of running, the fan started to show a slight increase in vibration on the MINOS monitoring system. The vibration increased over a few days and a few people were getting very concerned. Gary Crossland, my mate who was a whizz on the Vibration Spectrum Analyser, loaded the fans installation data into the machine and did some tests on the fan. He found the vibration to be one particular fan impeller with dusty debris build up. A planned stoppage was organised and the problem was sorted.
2nd East Return showing booster fan.
The H501s tailgate heading was started in Mar 1991 and completed in Sept 1991. The machine turned east to cut the faceline which was completed in Nov 1991. The LN 800 then turned north to start the main gate heading back to meet with the main gate LN800 which started cutting in Nov 1991. The headings connected in Feb 1992 and both machines were driven off the main gate together to start the H502s face developments which commenced in March 1992. The face commenced production in May 1992. The face was 240m long and the gates were 1300m in length at a depth of 825m.
The face equipment on H501s was ex south side Dowty face supports and A.F.C. which had been overhauled and redesigned to be compatible with the new 390kw Joy 4LS shearer. The electrical equipment, pumps and two, 1 MVA transformers were rail mounted with a Wallacetown M82 face isolator situated outbye and 100m of type 6.6kv type 631 pliable wire armoured cable to allow for the face retreating. At the inbye end of the main gate, an Hausherr dinting machine operated where the stageloader loaded onto the conveyor. 30m of flexible, double back to back Bretby was used to protect all the face cables and hoses where they went from the pantechnicon into the stageloader cable protection troughs and to allow for the face retreating. The 150kw stageloader had a 150 kw crusher/ sizer and the face panzer had two, 150 / 300 kw 2 speed motors.
Due to the 825m depth of the workings, roadway conditions were slightly concerning with floor blow becoming apparent. The maingate was started with a remedial system of cable bolting carried out by a new team set up at the pit. 28 foot cables with concrete grout were used for these secondary supports. The bolts were crossed and tensioned to create what looked like an heavy duty basket weave across the roadway. This system of support became the standard practice on all developments at the east of the mine.
H501s performed very well. Floor blow in the tailgate was a concern so extra concrete support chocks with steel wire reinforcing called Fibcrete Blocks were installed near to the tailgate face entry but extreme floor heave still caused problems causing very confined working, especially for the methane borers at the back of the face.
H501s finished production in Jan 1993 and H502s started production in Feb 1993.
H502s “Askern Pirates” team with Reg Goudie on left, Deputy Shaun Hager, Chick Sharrett, Alan Longfield, Mick McVeigh and Phil Scorah
Due to the problems with extreme floor blow on H501s the cable bolting support system was introduced whilst the headings were being developed on H502s. Before the face started production a three man dinting team was set up to pre dint the main gate outbye of the pantechnicon. The dinting team lifted the rails and conveyor in sections and cut 1m of floor muck. The equipment was then restored. The three man team used a Dosco Dintheader with a MC3 Scorpion tail loader.
Dosco Dintheader
Mavor and Coulson MC3 Scorpion.
The dintheader cut the floor which loaded onto a monorail mounted bridge belt and onto the front of the MC3 loader. The muck was then loaded via the swivelling scorpion tail onto the maingate conveyor. The MC3 was designed in the 1950s and was a machine from a bygone era but proved to be a very versatile machine.
As the East lateral roadways progressed a further machine was introduced by Thyssens. The Voest Alpine AM75 was a low profile machine and weighed 58 tonnes. It had a transverse cutting head arrangement with a 200kw cutter and a total power of 350kw. The machine performed very well. The other machines used were a Dosco LH1300 in the lateral roadway and a Lee Norse LN800 continuous miner to develop the face roadways. As the East side of the mine developed the temperatures became extremely hot due to the depths and distances. The headings were over 40c and heat exhaustion became a problem.
The face development roadways at the East of the mine were gradually getting longer. The coal clearance conveyors were getting too long for a single conveyor drive to handle the production from the face so booster belt drives were installed on maingate coal clearance conveyors. The booster conveyors were installed 150m inbye of the main double 150kw drive gearheads . The booster belt was the same rating of 300kw but ran inside the existing conveyor. Due to the weight of the coal on the top conveyor the belt pushed down onto the lower booster conveyor which assisted with the load due to friction between the conveyors. Booster conveyors were used on all the east side coal faces from H503s to H506s due to the coal face production conveyors being in excess of 2000m.
The first time I heard about this type of conveyor drive was when my dad was part of the mechanical team who installed a booster drive on the Royston Drift Mine, main drift conveyor.
At the end of 1993 the installation of a new Steel Cord Conveyor was started. The conveyor was a double, 6.6kv, 750kw drive with an option to add a third 750 kw drive. The drives had scoop starters with huge, double disc braking anti roll back system. If all 3 drives had been used it would have been the most powerful conveyor drive ever installed underground in a coal mine at the time of installation. Only 2 X 750 kw drives were ever used. The substation, 6.6kv NEI Peebles HF2VG switchgear and control equipment were sited between the end of the East Return and the North Return roadway on a large suspended Purdy platform set back to allow the huge drivehead sections and 16 tonne rolls of steel cord conveyor to pass through. A large clamping and vulcanising station ( cooking facilities) was built at the end of the drivehead for the conveyor belt jointing.
East Conveyor Manrider looking inbye
The conveyor delivered onto the Riccall Steel Cord Conveyor via a short 1 in 3.4 Drift at the outbye end of the East Conveyor. This short Drift was completed in April 1994.
The conveyor was installed when H502s finished production. The return end was inbye of H504s maingate and became a manrider when the installation was completed.
When the H503s gate developments were completed a face line was driven from the maingate to the tailgate. As the faceline was being cut, the conditions in the heading became very problematic with floor blow and heavy weighting happening as the roadway was developing. It became apparent that the roadway was becoming unusable as a faceline. The heading was completed and the Lee Norse LN 800 machine was tracked out of the tailgate 100m and a junction was created for the new faceline. This was cut from the tailgate to the maingate. The original faceline was used as a sacrificial heading to take the weight off the new development and was allowed to close up. This caused a problem for production due to the delay in developing a new faceline heading so a decision was made to build the entire pantechnicon in the maingate between the new faceline junction and the sacrificial heading. This allowed the faceline to be completed and the removal of the heading machines by tracking out to the new H504s face developments. The face A.F.C. gearhead, stageloader and crusher, pumps and electrical equipment were installed in the disused inbye roadway. The equipment was then pulled into position when the faceline was completed and the heading machine were removed from the maingate roadway. This was the hottest place I have ever worked in a mine with temperatures of 50c due to roadway air flow in the severely restricted faceline roadway.
During the conveyor installation, the face installation on H503s face was completed using the equipment from H502s. During this period there were no manriding conveyors so a lot of long walks were involved with some very long shifts in extreme heat as the face gates were 2000m in length and an overall walk of well over 4000m from the pit bottom to the face and back at the shift end up the 1 in 17 East Conveyor Road.
H503s proved to be a very good production unit due to good face conditions and main gate roadway dinting taking place to relieve extreme floor heave. The face completed production in December 1994.
The next face to be worked at the East of the mine was H504s. To say that this face was a disaster is an understatement. The face headings were developed using LN800 Continuous miners with supplementary cable bolts as supports. H503s face equipment was transferred and installed. Production started in early 1995. The face started ok but within 200m of retreat the face conditions became very heavy with severe cavities and faulting. Many remedial systems of face repairs were tried including different types of concrete pumping, grouting and cable bolting.
H504s face showing faulting.
A pumped, two part resin glue brought from Germany was tried with some success. Unlike standard roof bolting, using resin capsules, this polyurethane two part resin is injected through the hollow bolts called IRMA’s, under pressure, after the bolt is inserted. The polyester fills the surrounding strata around the bolt including any cracks in the surrounding rock and ensures complete encapsulation when working in bad ground.
(Above information kindly provided by Denis Allchurch, Deputy and Mine Manager at Riccall Mine)
The face conditions were so bad that production ceased for weeks on end. As the face was being cut it was collapsing with the chocks eventually unable to move due to severe weighting. The A.F.C. became unusable due to the amount of stone and weeks were spent clearing the panzer. As the face retreated the cycle of roof collapses continued and equipment became unusable. The decision to abandon production on H504s was made and the face finished on 17th April 1997, 200m short of the planned finish mark.
The next face was H505s face which was developed and installed during the production run of H504s. The face gates were over 2000m long. A brand new set of Joy face equipment including 4,500 psi face support pump system and electrical equipment along with three 1.5Mva transformers were installed on this face . It was the first time an LC33 electrical Load Centre was used at Riccall Mine. The Joy 4LS shearer, A.F.C. and crusher/ stageloader were all 3.3kv.
The panzer and crusher / stageloader were fully automated using a Davis outstation to control the face coal clearance which was another first at Riccall Mine. Production started in 1996 and completed in 1997. The face was a total success, with very good production figures, very unlike the H504s nightmare face.
During early 1996 a junction was created in the East Conveyor roadway opposite H505s Main Gate. This heading was called the North East Development. The heading was driven to the north of the mine by Thyssens contractors using a Dosco LH 1300 Roadheader. When the heading had progressed 200m it turned 45° and started driving on a North Easterly direction. A 6.6kv ring main supply and electrical substation was created for the North East faces at this junction. The lateral roadways were to develop up to twelve longwall faces starting with H514s but were never developed as the mining contractors were withdrawn. This area was abandoned in August 1996.
North East Development Thyssens heading team, Mick Holland (Tunnel Tiger), The Johnsons, ( Polly, Andy and Jonny) Joe Perlich and Malc Turner with Dosco LH1300.
Thyssens North East conveyor installation team, Graham Silcock, Ian Cracknell and Mel Fletcher.
The next face to be worked at the east of the mine was H500s. This face was a shorter face at 150m and was installed in early 1998. The face was totally automated using LC1100 and LC33 load centres with a Davis Outstation controlling the face coal clearance and face support hydraulic pumps. It was a very high tech face and produced very well. The face was completed in four months starting production in June and finishing in October 1998.
From production starting in January 1988, Riccall Mine was a great producer of coal. It had it periods where individual faces were problematic but due to working multiple faces the production remained high throughout it’s working life. It was the first mine in the complex to produce more than 2 million tonnes in less than a year on 14th March 1992 finishing the year producing 2,200,000 tonnes.The following year year production was up again to 2,579,000 tonnes and in the year of privatisation, Riccall produced 3,060,000 tonnes, the first pit in Europe ever to produce over 3,000,000 tonnes of coal in a year.
In its short life of 16 years Riccall worked 43 longwall coalfaces with exceptional production figures over the life of the pit. It was also the only mine in the Selby Coalfield to work two seams, the Barnsley and Stanley Main seams. The Stanley Main seam faces were designated SM and were worked over the east side coal faces.
It was a lovely sunny January day in Selby when we went to visit the Selby Coalfield Memorial. It is sited in Bondgate, a few minutes walk just outside the town centre. The area is lovely to walk with or without a dog. Lovely monument to remember all the men who worked at Selby with every mine represented including the Mines Rescue Service.
A brilliant three dimensional map of the complex shows the extent and true scale of the Selby Coalfield.
When I started at Riccall Mine in 1986 the mine had a system of maintenance which was relatively new in the industry called the Routine Condition Monitoring or R.C.M. The team consisted of mechanical staff initially who carried out weekly monitoring of all equipment throughout the mine. Fans, machine gearboxes, motors, compressors, conveyor gear heads and rollers were all monitored. The system was based on testing an item of equipment, when brand new to set a baseline for the vibration profile for the item. The equipment was then analysed for vibration on a regular basis using a machine called a shock pulse monitor or S.P.M. Any irregular vibrations were picked up, investigated and monitored to ensure catastrophic failure didn’t occur during production. S.P.M. was the electronic device used in the development of this type of maintenance and it worked well in the early years of this technologies. The other major part of the system was gearbox oil debris analysis. Oil samples were taken on a regular basis from all gearcases. The oil was mixed with a solvent solution to remove the oil. The sample was then passed through a filter to gather any debris. The solvent was evaporated leaving a debris sample. This was analysed for types of metal particles or dirt. All the gathered information was inputted into the data monitoring system so that deterioration of internal bearings, rotating parts and oil deterioration due to ingress of dirt were picked up at an early stage.
As the system progressed extremely advanced, intrinsically safe, electronic equipment became available.This machine was called a Vibration Spectrum Analyser. At this point an electrical section of the R.C.M. department was created due to the extra workload.
All machinery had a list of specifications when manufactured. These included number and bearing types within the machine. All the specifications were inputted into the Spectrum Analyser software and all new machines such as fans, motors and gearboxes were tested for vibration oscillations and harmonics when brand new. This data was used as the baseline for future monitoring. Any faults in a machine were quickly found and investigated. This sophisticated system, along with oil debris analysis ensured almost no catastrophic failures of equipment and loss of production.
As automation progressed widely in the industry, all ventilation fans, compressors and conveyors were monitored constantly as part of the control and operating system, MINOS, to ensure safe operations.
As we were in Selby taking some photographs for a post on the Selby Coalfield memorial, I suggested to my wife that we go and have a look at the Wistow Mine site. We arrived at the entrance and I walked a few metres into the old carpark. After a couple of minutes I got the attention of a bloke doing some ground work on the site. I explained to him who I was and what I wanted to do. He gave me a phone number for the owner of the site. I called Richard, who kindly gave me permission to take the photographs I wanted for my blog.
The rear of the boiler house.
Workshop entrance.
Electricians snap cabin doorwith the obligatory fruit stickers.
The last calendar. 2004 closure year.
The transformer and mine reactor caged areas.
Workshops.
Transformer cages.
No1 shaft cap with methane drainage valve.
Pit yard looking towards workshops.
Walking around the site, which now has no power, made me realise how long it was and how things have changed since the Selby Coalfield was producing coal. The site is now used for trailer storage and is under renovation, with members of staff on ground works and 24 hours security.
The dogs are owned by Damien, who kindly escorted us around, so we were safe, but we still gave the five guard dogs at various points a wide birth. What struck me, as it did on a visit to Riccall Mine recently, is how quiet the place is now.
I would like to thank Damien for his assistance and his escort of the site and Richard for his kind permission to access the site.
The North Conveyor Mk2B Roadheader at 194mmarkin 1985.
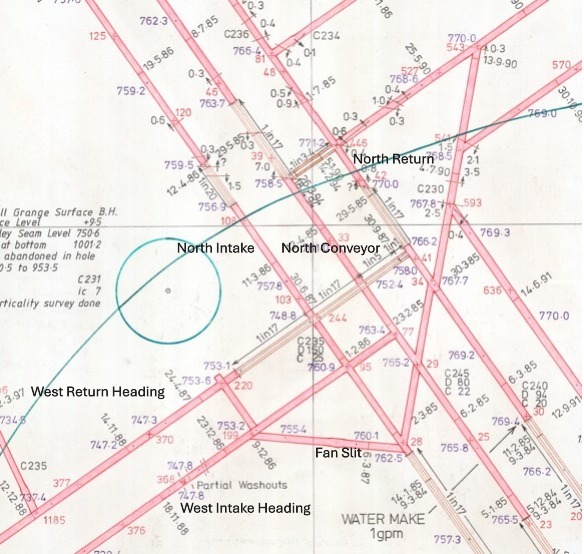
When the North Conveyor heading had progressed 700m in Feb 1985 a large junction was created. The Mk2B roadheader then continued on to the north of the mine. At the same 700m point in the North Intake heading in Feb 1986, a junction was created and the cross slit was created between the North Conveyor and North Intake roadways. At the North Intake junction, an heading was started, to develop the coal at the west of the mine. When the heading had progressed 100m a further junction was created. The machine turned right to create a 70 metre cross slit for the West Return and West Intake stub headings. The machine then drove an heading back towards the North Intake at 45° to create a ventilation slit for the heading fans and loco access. This development was phase two of Riccall Mine, to access the coal at the west of the mine up to the boundary with Wistow Mine.
In October 1986, the North Return and North Conveyor lateral roadways were completed. The South Conveyor was completed and the Return was well advanced. Both North and South Intakes were half completed and face developments were also started on both sides of the mine. This was the first phase of the development of the mine.
The West Development Headings.
In Nov 1988 the west development headings were started by mining contractors, Thyssens. The machines used for the West Conveyor heading was a Dosco Mk2B roadheader and West Return headings was a Dosco MK2A revised hydraulics roadheader. The headings were supplied by two Becorit battery locos owned by Thyssens. These locos moved equipment from a transhipment point at the bottom of the West Conveyor roadway.
Before the West Return lateral heading started, the West Return connection roadway, to the North Return, had to be completed. It was a 1 in 17 drift changing to a 1 in 5, driving above the North Intake and North Conveyor roadways. The connection, a 1 in 1 Drift, was created upwards from the North Return, using bore and fire with a slusher to muck out, to complete the heading. This drift was called Zolly’s Drift after the Thyssens general foreman. This allowed the West Return air to travel to the upcast No2 shaft.
The West lateral headings progressed and made junctions for H471s and H472s faces. The West faces were to be taken off the West Return retreating in a north to south direction. The first face to be developed was H472s. These headings were driven by Thyssens using Lee Norse LN800 2.5tt continuous miners and were supported using arch girders.
H472 Face and South West Trunk.
H472s face development gates were started in March 1990 and the 700m face headings, including 230m faceline, were completed in Oct 1990.
The cross slit between the West Return and Conveyor Road was completed and the west side 6.6kv ring main MIVAC substation was built in the slit, at a later date, to supply all the 8 west faces and and headings. A roadway was taken off the West Conveyor called the South West Trunk.
H472s coal face was the first one at Riccall Mine to have a Joy shearer. The first Joy shearer used in the country was at Manton Colliery on 39s face. It was a 3LS and proved very successful. At the time H472 was to be installed, 2 shearers were made available for Riccall Mine. A Joy 4LS and the ex Manton Colliery, Joy 3LS. It was decided that Riccall Mine had the Joy 3LS and Trentham Colliery got a new Joy 4LS. The 485kw, 3LS installed at Manton Colliery and then Riccall Mine, was the only one ever used in the U.K. and is now on display at the National Coal Mining Museum.
Joy 3LS Shearer cutters
The Joy 3LS was a brilliant coal cutter. It was a very powerful multi motor shearer capable of unbelievable cutting speeds. The combined horsepower of the machine was over 600 horsepower with each of the two cutter motors rated at 250 horsepower. The hydraulic onboard pump, and the D.C. traction haulage motors were a combined rating of 100 horsepower. The hydraulic pump was used purely for moving the ranger arm rams.
Shearer D.C. drive unit.
The 2×35 Horsepower D.C. traction motors were thyristor controlled with speed control set using a programmable electronic module. The traction drives operated a gear which sat on a huge captivated chain to haul the shearer through the face. We were told that when used in the American mines, where the face workers didn’t work on the tailgate (dusty) side of the shearer, the machine could cut at 60 feet per minute. We had stricter dust regulations in the UK so these speeds were restricted. The shearer driver operated the machine using a remote control powered from his lamp battery via a lead.
Shearer control panels.
The machine had a control section with an LED diagnostic panel situated in the middle section which was useful for fault finding. The cutter drums on the shearer was so designed that if it struck a solid object such as a chock beam, the output shaft from the ranger arm, to the cutter, sheared to ensure no damage to the gears of the ranger arm occurred. It was called a quill shaft.
H472s face was developed, as mentioned earlier, using Lee Norse continuous miners using arch supports. It was ready to start production in Jan 1991. The main gate pantechnicon was rail mounted and the face equipment was Gullick Dobson transferred from the northside of the mine. The face was very successful, finishing production in June 1991.
H472s face team with methane borers.
All faces at Riccall Mine had the entire electrical equipment, including transformers, returned to the surface, on every face, for a complete overhaul, redesign and testing. As the electrical equipment evolved, due to electrical developments, plug and socket connections were fitted, where allowed, for ease of salvage and installation.
West side faces from H470s
West side faces from H472s showing South West Trunk development.
West side faces from H474s H477S.
Lee Norse LN 800 continuous miners were used for all the West Side face headings with high rates of developments achieved due to the seam section becoming thicker as the mine progressed westward and the introduction of total bolting as the primary support system. The last 3 faces at the west of the mine were supplied with face equipment from the newly formed mining company, Longwall International, a merger of Meco International and Dobson in Jan 1993.
As the West lateral developments progressed the conveyor system was changed due to the length of the drivages and the faces worked. The slit from the outbye end of the conveyor road to the steel cord had a Huwood double drive which delivered onto the steel cord conveyor. A further Huwood double drive was installed just inbye of H472s slit supplied by an Wallacetown H65 installed on a large purdy platform outbye of H472s.The platform had to be built with sufficient height to allow men to walk underneath so we built the switchgear on the platform and then lifted the entire platform as high as possible. The conveyor became a manrider except for a short section at H472s junction where the South West Trunk delivered on the West Conveyor.
West Conveyor Manrider
West Conveyor Outbye
H477s Maingate end
The face taken from the inbye end of the West Return was H477s with a seam section over 3m and the chocks working on there limit. The equipment was then transferred to H478s which was a face developed on the West Side of the South West Trunk roadway. The next two faces taken off the West Return were H471s with 1000m gates and H470s with 550m gates. These faces used the equipment from H478s and were very successful faces both completed by Feb 1998.
Photo above shows the H471s face team in mid 1997. The lads shown are top row, left to right; Steve Priestley (Tiger), Andy Lister and Bob Yorke. Middle row, right to left; Ian Liptrot, Eddie Jordan and Steve Commons (Old hand). Front row, left to right; Roy Minett, Paul Morton (Pinky), Willie Baxter and Paul Ward. The photo has been kindly given to me by Ian Liptrot who has a copy from the RJB News magazine. It is taken at the main gate entry to the face.
The last two faces worked on the west side of Riccall Mine were developed from the West Conveyor roadway. These were very short faces to remove the final couple of blocks of coal at the west side of the mine. H434A’s development was started in September 1997. The Main Gate was driven with a Dosco MD1100, a 34 Tonne, 157 kw, medium sized roadheading machine.
Dosco MD1100 Roadheader.
West side H434A’s and H434B’s face plans.
H434A’s tail gate was driven along with the face line heading and then abandoned on 20 Feb 1998. In June 1999 the heading was de-gassed and development was restarted to complete the main gate roadway back towards the West Conveyor roadway. The heading was completed in September 1999. The face, which had 400m gates and a face length of 180m was installed and started production in January 2000 using a Joy 3LS Shearer with Joy face equipment and standard Wallacetown SIMOS 1100v electrical equipment. The face finished production in 12 weeks on 29th March 2000.
H434B’s started development on 20th Nov 2000. The face headings were completed in the same way as H434A’s in one complete development starting with tail gate, faceline then main gate using a Dosco MD1100 and was completed on 23rd May 2001. The equipment from H434A’s was installed and production started on 13th August 2001. The face was 200m long with 500m gate roads and took 3 month to complete production, finishing on 23rd Nov 2001. This was the very last face at the west side of Riccall Mine.
All the West faces had outstanding production figures, producing millions of tonnes due to the outstanding workforce, face conditions, seam section and Gullick Dobson / Longwall international face equipment, including the brilliant Joy 3LS shearer mentioned earlier, which was used on most of the West side faces from 1990 until 2001.
Many thanks to Ian Liptrot, who was an electrician at Riccall Mine, for information on H434s faces and the great photo of H471s team.
Many thanks to Kevin Grant for information about the Thyssens developments.
When Riccall Mine closed as a producing mine in October 2004 many changes had to happen on the surface and its buildings to change the use of the site. When the Selby Coalfield was conceived and planned, the surface infrastructure was planned to be demolished and returned back to farming land but this did not happen. UK Coal persuaded the the planning authorities that the 104 acre site could be used as a multi use, mixed industrial, warehouse and office space after specific areas and buildings were demolished and made safe.
Harworth Estates acquired the site from UK Coal during the transition period in the coal industry and the A19 Business Park was created on the site.
Entrance from old car park
Probably the biggest task on a closed mine site was to make the mine entrances safe. The next major job was to demolish and clear the winder towers and winders.
After discussions, UK Coal persuaded, the then Coal Authority, that due to the high engineering standard and strength of the Selby Coalfield mine shafts that the integrity would ensure the shafts would last 150 years. This meant that the shafts did not need to be filled, at great expense, but a heavily engineered cap in each of the shafts, small plug and further cap on the surface would make the shaft entry secure.
The first task was to remove all power and communication cables, pipes, winder ropes and guide ropes to ensure the integrity and strength of the seal into the shaft wall. In the case at Riccall Mine, all the above mentioned items were cleared to a level below the area in the shafts below the air drift entrance at the No1 downcast shaft and the fan drift at No2 upcast shaft. The 24 ft diameter shaft had pockets (holes) cut into the concrete of the shaft wall at various points. This was a very difficult job due to the incredible strength of the concrete shaft linings used at Riccall. Large girders were installed across the shaft and fitted into these pockets and bolted together with other jointing pieces to create a huge, high strength lattice work for the steel cap base to sit on.
Once the steel cap was installed, the shaft air drifts and shaft tops were filled with a clean limestone aggregate and poured concrete to a point just below surface level. The final stage was to create a concrete shaft top cap over the infill.
No1 downcast shaft cap
No2 upcast shaft cap
The No1 winding tower, No1 winding house, No2 koepe winder and fan house, shown above, were all demolished, using heavy duty equipment, due to the heavily engineered structures, once the caps were fitted on the shafts. The methane plant to the right of the fan house was also decommissioned and the equipment removed.
Theentrance to lamproom from No1 shaft.
The photo above shows where the covered area to the No1 shaft top was. It was a large tiled area with bottle filling and cleaning facilities.
The view looking from the pit lane into the pit yard with store building on the right.
The view above shows the store building on the right and the fluidised bed boiler house on the left. In the early 1990s Riccall Mine started using a generator supplied by Dale Engineering. The generator was supplied via the mine’s methane drainage system from the coal faces. The system had to have a filtration unit to remove any dust picked up from the piping of the methane from the face to the surface. The site of the generator is shown below.
View looking onto methane drainage house and generator site.
The view across the pit yard looking onto the electrical workshop, cable store and the mechanical workshop. The stockyard was a huge area to the right of the photo.
The view across the pit yard from the shaftsmens workshop looking onto the mechanical workshop, workshop offices and electrical / cable workshops.
The view from No1 shaft entrance looking at the electrical substation, the site of the No1 winding house and shaftsmens workshop. The No1 shaft cap is on the right.
When you walk around the surface at a closed mine you always remember how busy it was. It is a sad sight and so very quiet. When it was a working mine, men and machinery were moving around at all times of the day and night with the associated noises of fans, winders, moving mine cars and shifts of men chattering at certain times of the day. A sad end to it all.
Information about shaft remediation kindly provided by Dave Scott, a mate who worked at Glasshoughton Colliery, Wistow Mine and Kellingley Colliery.
Due to the severe geological and water ingress problems encountered on the first two faces, H01AW and H02AWs at Wistow Mine the mine was totally re-planned. The entire development of Wistow Mine changed from mining longwall faces to a system of single entry coal faces taken from the west side of A Block area of the mine. As the mine developed shortwall and longwall faces were introduced at the east of the mine.
Above: A Block
Above: South West
Above: North East
Above: North East off North Trunk Road
Above: Black Fen No2 and No3 Return
Wistow Mine was the only mine in the Selby coalfield to have water problems and, due to the replanning and redesigning of the mine, full production was not achieved until early 1990. Wistow set many records during its life; it was the first mine in Europe to mine 100,000 tons in a week; it was the first mine to produce 2.5 million tons in less than one year and was the first mine to produce not only 200,000 tons in one week, but a record of nearly 116,000 tonnes from a single coalface in 1995. It also produced 3 million tons in 1994 along with Riccall Mine in the same year. Wistow overcame very difficult mining conditions and had to develop more roadways than any other mine in the complex due to the single entry face system. During its working life Wistow Mine produced not only outstanding production figure but amazing drivage rates to achieve these production figures.
Many thanks to my wife for her spreadsheet and data work on this post.